











Demystifying Roto Molding How the Process Transforms Plastic


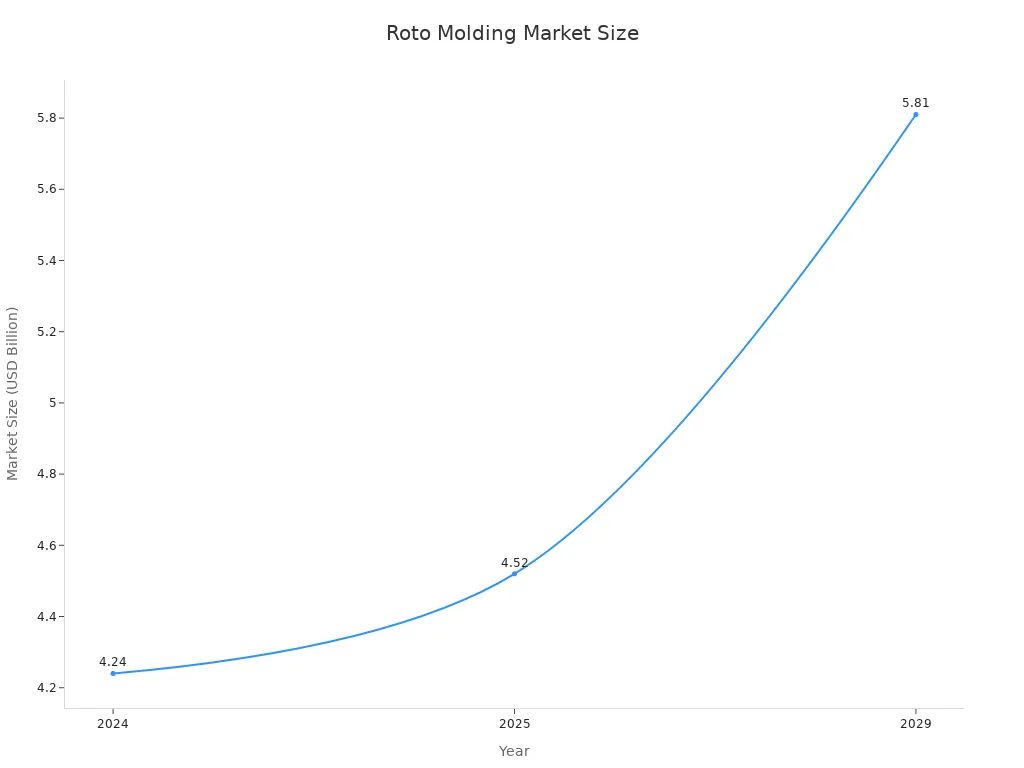
Roto Molding creates hollow, seamless plastic products. It uses heat and biaxial rotation to distribute molten plastic evenly. This process forms uniform wall thickness without external pressure. The rotomolding market shows significant growth. Experts project the market will grow at a Compound Annual Growth Rate (CAGR) of 5.9% from 2023 to 2031. The market size is also increasing:
Key Takeaways
- Roto molding makes strong, hollow plastic products. It uses heat and a spinning mold to create seamless items.
- This method offers low mold costs and allows for many product designs. It is good for making durable items like tanks and containers.
- The process takes longer than other methods. It also uses a lot of energy and needs specific plastic materials.
The Roto Molding Process: A Step-by-Step Guide
Loading the Mold with Plastic Powder
The roto Molding Process begins withpreparing the mold. Workers carefully clean the mold to ensure no contaminants affect the final product. They then load a specific amount of plastic material, usually in powder form, into one half of the mold. The type and amount of plastic depend on the product's size and desired properties. Operators precisely measure the powder to achieve the correct wall thickness. After loading, they securely close the mold.
Heating and Biaxial Rotation in Roto Molding
Next, the closed mold moves into a large oven. The oven preheats to temperatures between 500° F and 700° F. The specific temperature within this range depends on the type of polymer used. For example, polyethylene requires a different temperature than nylon. As the mold heats, it begins to rotate simultaneously on two perpendicular axes. This biaxial rotation ensures the plastic powder tumbles and coats the mold's inner surfaces evenly. The low rotational speeds, generally ranging from 4 to 20 rpm, allow the plastic to melt and adhere smoothly to the mold walls. This continuous movement prevents the plastic from pooling in one area, creating a uniform wall thickness throughout the product.
Cooling the Mold and Part
After the plastic fully melts and coats the mold, the mold moves from the oven to a cooling station. Here, the mold continues its biaxial rotation while it cools. Cooling can occur through various methods, including air, water spray, or a combination of both. For a higher-quality, more uniform cooling process, manufacturers often recommend thermal pins.
- Thermal pins are small heat pipe heat exchangers.
- They use simple technology to provide cooling in areas previously inaccessible to water cooling.
- Thermal pins allow for more even distribution, leading to a higher-quality product. This controlled cooling solidifies the plastic into the desired shape.
Demolding the Finished Product
Once the part cools and solidifies, workers open the mold and remove the finished plastic product. This step requires care, especially for complex designs. To ensure easy demolding of a part, it is essential to incorporate draft angles. This is particularly critical for cast molds, where the pattern would be difficult or impossible to remove from the sand without it. Generally, it is always advisable to include generous draft angles whenever the part design allows. Several design considerations help with demolding:
- Draft Angles: Incorporate slight tapers into vertical walls. This facilitates easier removal and protects both the part and the mold. This is crucial where material shrinks against the mold, preventing sticking and warpage. Key guidelines include applying draft perpendicular to the parting line, using greater draft for deeper cavities or textured surfaces, and ensuring consistency across similar features.
- Radiused Corners: Add generous radii to both inside and outside corners. Sharp corners can lead to thin walls, porosity, or blow holes on inside corners. They can also cause thick walls or bridging on outside corners. Radii allow resin to distribute evenly, creating stronger parts, reducing stress concentration, and improving appearance. Recommended minimum corner angles vary by resin: Polyethylene & PVC: 30°, Nylon: 20°, Polycarbonate: 45°.
- Parting Lines: Design the product with consideration for how the mold will open and close. Two-piece molds are generally less expensive and require less maintenance. Avoid placing parting lines on sharp corners or knife edges; always add a radius. Also, avoid vertical parting lines. For multiple-piece molds, design them to use slide or hinge systems to guide opening and closing. This reduces damage to the parting line and eases operator performance.
- Shrinkage: Different resins have varying shrinkage rates (e.g., .007, .025, .030, .035 in/in). Cast aluminum molds also shrink (.011 in/in). The molding process, restricted areas, and the type of mold release or coating can all influence shrinkage. When creating a round shape, it is recommended to part around the circumference rather than across it. A parting line across the round can restrict material shrinkage and cause the part to become elongated.
Advantages and Applications of Roto Molding

Unique Benefits of Roto Molding
Roto molding offers many distinct advantages over other plastic manufacturing methods. This process excels for lower production volumes. For example, it is often better for making fewer than 3,000 product pieces each year. It provides great design freedom. Manufacturers can create complex shapes and intricate features. This is often not possible with other methods like blow molding.
Tooling costs for roto molding are also much lower. Molds can be one-tenth the cost of those used in blow molding. This makes it good for small production runs or when designs change often. Products made with roto molding are very durable and strong. They have seamless construction. This removes weak points and makes the product stronger.
The process offers great flexibility. It can produce parts of any shape or size. It can also include various features to improve how the product works. Roto molding creates high-quality products. It also uses less material, which means less waste. Products are robust, durable, and stable. They perform well even in extreme temperatures. They have higher strength than products made by blow molding or injection molding. They rarely show structural defects.
Initial installation costs are lower. The process does not need expensive molds or other equipment. This leads to a lower cost per piece. Roto molding does not use extremely high pressures or temperatures. This simplifies mold making and reduces costs. Rotomolded products need less maintenance. They resist weathering well. This means lower repair costs and a longer product life. They are also more resistant to impacts and have smoother surfaces.
Roto molding is very good for complex designs. These designs might need inserts, graphics, or stringers for strength. It can create thicker walls than blow-molded products. This process is suitable for detailed projects. Examples include indoor and outdoor furniture, sailing dinghies, tanks, and bollards. It makes stronger, more durable products with thicker walls. It works for all sizes, from small 1-liter containers to large 7-meter sailing dinghies.
Ideal Materials for Roto Molding
Polyethylene (PE) is the most common material used in roto molding. It accounts for 84% of the market. Manufacturers use different types of polyethylene for various needs. Linear Low-Density Polyethylene (LLDPE) is very common. It works for many applications. High-Density Polyethylene (HDPE) provides higher rigidity, surface hardness, and toughness. It also offers increased chemical resistance. Cross-Linked Polyethylene (XLPE) becomes much stronger during molding. It has better impact resistance, ductile strength, and improved resistance to environmental stress cracks.
Other materials also work for roto molding. These include polypropylene, nylon, polyvinyl chloride, polyesters, and polycarbonate. Together, these materials make up about 15% of the market.
| Polymer | Market Share |
|---|---|
| Polyethylene | 84% |
| Polycarbonate | |
| Nylon | |
| Polyvinyl Chloride | |
| Polyesters | |
| Polypropylene | 15% (combined) |
Polyethylene is ideal for roto molding due to its many properties. It is versatile, durable, and cost-efficient. LLDPE offers excellent impact resistance and flexibility. MDPE provides a good balance of stiffness and toughness. HDPE gives high stiffness, strength, and chemical resistance. LDPE is lightweight and flexible. XLPE adds toughness, tear resistance, and heat tolerance.
Polyethylene resists most chemicals, including acids and alkalis. It also resists UV radiation, making it good for outdoor use. Manufacturers can easily mold it into complex shapes. It has good flow characteristics. This allows the melted resin to flow together without pressure. It forms parts without bubbles. It also has a wide processing window. It offers excellent low-temperature impact strength and good load-bearing properties. UV grades provide good stability for outdoor applications. It is compatible with additives and pigments for custom colors and properties.
Common Products Made with Roto Molding
Roto molding creates a wide range of productsacross many industries. It makes various containers. These include refrigerated boxes, drums, barrels, shipping containers, and bulk Plastic Containers.
The process is excellent for making tanks. Manufacturers produce water, chemical, sewage, fuel, septic, and water treatment tanks. Some of these tanks can hold up to 50,000 liters.
In industrial settings, roto molding makes recycling units, blower housings, and water filtration systems. It also creates large plastic vessels, storage tanks, oversized trash containers, and hollow bins for logistics. Protective cases and custom industrial housings are also common.
For transportation, roto molding produces diesel fuel tanks, tractor dashboards, wheel arches, and instrument panels. It also makes ducting, supermarket trolleys, mobility devices, plastic cones, and road signs. Traffic barriers are another common application.
Material handling benefits from roto molding. It creates crates, pallets, cooler boxes, shipping containers, trash cans, utility carts, and packaging supplies. Bulk containers and hazardous material drums are also made this way.
The medical field uses roto molded products. These include stretchers, casings for medical specimens, facial oxygen masks, and paramedic cases. Sterile containers, diagnostic equipment housings, and transport cases are also common.
In agriculture, roto molding makes water and chemical tanks, livestock feeders, and pesticide bins. It also produces robust agricultural implements and efficient tanks for transporting agricultural liquids.
Construction uses roto molded items like sinks, bathtubs, thermal insulation blocks, manhole liners, and septic tanks. The chemical industry uses seamless containers for chemical products. These ensure safety and prevent leaks. Water and sanitation systems use durable water storage tanks.
This process is versatile. It creates many essential products for daily life and industry.
Limitations and Considerations for Roto Molding
Understanding Cycle Time Constraints
Roto molding has certain limitations. One significant factor is the cycle time. An average cycle takes between 20 minutes and 90 minutes. The total production cycle can last from 20 minutes to several hours. This duration depends on the part's size and thickness. For example, a thick, large product requires more time. This process generally has longer cycle times compared to other methods. Blow molding often finishes a part in less than one minute. Injection molding completes parts in seconds to minutes. Roto molding typically takes 30 minutes or more for a single part.
Material Selection Challenges
Choosing the right material presents another challenge. Only resins with good thermal stability are widely usable. Polyethylene is a common choice. Materials must resist oxidation when exposed to high temperatures. They also need good thermal stability to avoid structural changes during repeated heating. The molten resin must flow easily under gravity and biaxial rotation. This ensures uniform wall thickness. Using recycled plastics also creates difficulties. Recycled materials often contain impurities. These impurities can damage equipment or weaken the final product. Repeated heating cycles degrade recycled plastics. This reduces their strength and impact resistance.
Cost Implications of Roto Molding
The cost structure of roto molding also requires consideration. While tooling costs are significantly lower than injection molding, operational costs can be high. Roto molding is an energy-intensive process. The heating phase demands most of the energy. This often relies on gas burners, which contributes to CO2 emissions and volatile fuel costs. Inefficient machines increase operational expenses. Innovative insulation systems can help reduce gas consumption. Energy consumption directly impacts the 'cost per minute' of production.
Roto molding stands as a versatile process. It consistently produces durable, hollow plastic products. Its unique pressure-free cycle creates complex, seamless parts with uniform wall thickness. This method is ideal for applications demanding both strength and significant design flexibility.
FAQ
How does the process create hollow parts?
The process uses heat and biaxial rotation. Plastic powder melts and coats the inside of a rotating mold. This forms a seamless, hollow product without external pressure.
What are the main advantages of this manufacturing method?
This method offers low tooling costs and great design freedom. It produces durable, seamless products with uniform wall thickness. Parts are strong and resist impacts well.
Which materials work best for this technique?
Polyethylene is the most common material. Different types like LLDPE, HDPE, and XLPE are used. Other materials include polypropylene, nylon, and PVC.